Piping Finite Element Stress Analysissss
AMC Engineering performed stress analysis to determine why the high temperature piping in the facility was developing cracks.
Background
A food manufacturer had experienced cracks in various areas of the interconnect piping and vessels of their process line. This has created operational difficulties and lost production due to inability to maintain required vacuum levels. AMC Engineering has performed stress analysis, using the finite element method, of this interconnect pipe system to identify potential causes of these cracks.
Pipe model
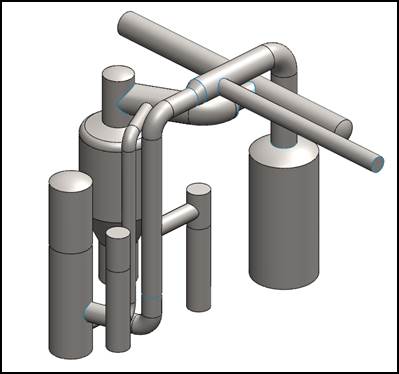
A 3 dimensional solid model, shown below, of the key areas were developed based on dimensions of customer drawings.
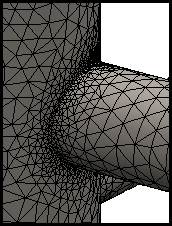
This model forms the basis for the finite element model that was developed. The figure below illustrates the finite element mesh imposed on the equipment and piping.

To focus on areas that experienced cracking, pipe connections to the vessels were meshed with greater resolution as shown in Figure 3.
Operating Conditions
Operating conditions were applied to the FEA model as follows:
Boundary Conditions
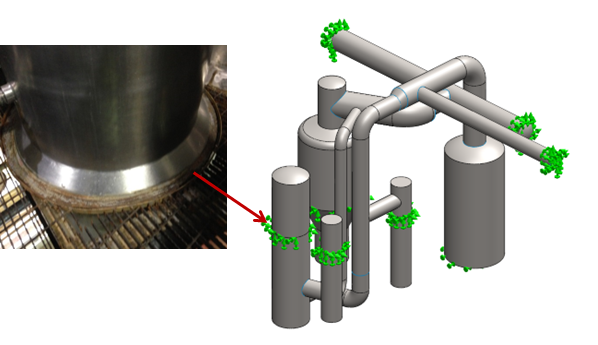
Representative conditions of the installed equipment support configuration are applied at the model boundaries illustrates below in the figure above. The main process vessels are supported on the platform deck.
Results
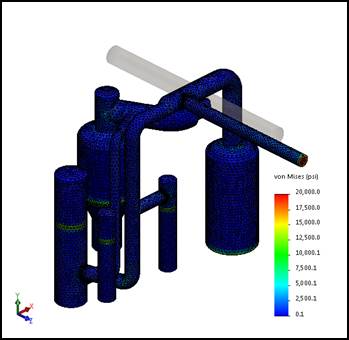
The stresses and deflections are shown on Figure 5 and Figure 6 respectively
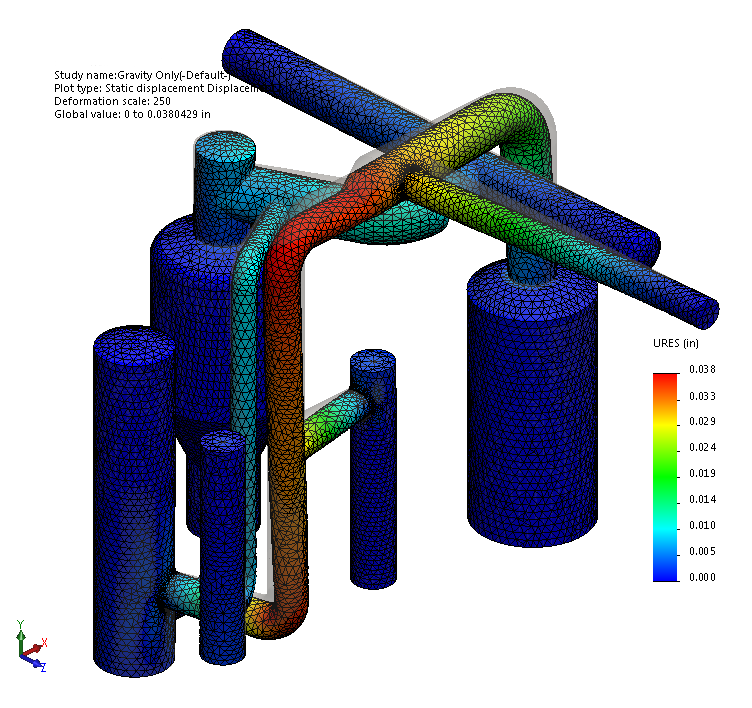

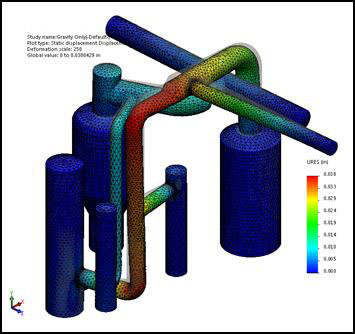
Results for this load case correspond to the weight of the piping as currently installed. Stresses and deflections are minimal with respect to design guide. The maximum stress is 5,500 psi compared to general design allowable of 20,000 psi. This corresponds to a maximum deflection of .038 inches as shown at the red circled area of Figure 6. This deflection is minimal, however a hanger was recommended in this area as good practice to prevent future creep.
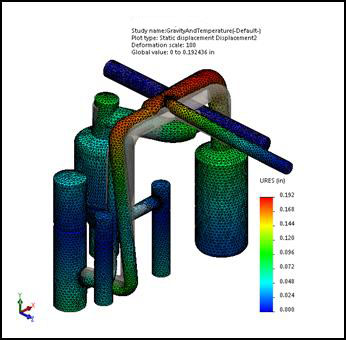
Load Case 2: Load case 1 plus temperature
This load case reflects the weight of the equipment at operating temperature. Vacuum is not considered at this point to isolate thermal movements only. Figure 7 shows stresses are low throughout the system.
Load case 3: Operating Condition
This load case represents the operating condition of the equipment. Full vacuum is applied in addition to the temperature and weight of the components.
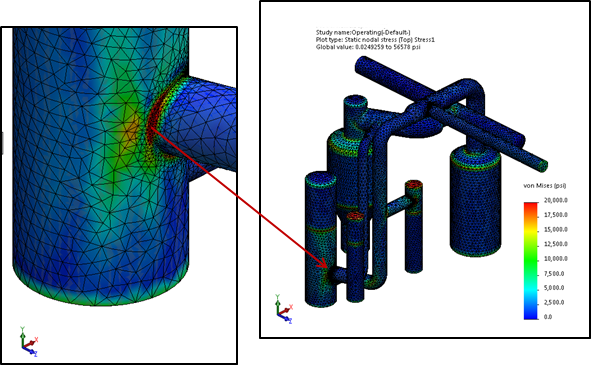
Based on the results of this analysis, and subsequent field review of the equipment, the material cracks being experienced at the customer facility are mainly from accumulated fatigue damage. While fatigue is generally associated with rapid cycling equipment, low cycle fatigue can occur in relatively thin walled sections. As shown in the results illustrated above, the stress cycling is mainly from pressure (vacuum).
Cyclic fatigue is an accumulated damage phenomena. Each operating cycle that the equipment experienced since the beginning of its service life 45-55 years ago is contributing to the current cracks. Remedial actions such as putting overlay reinforcement will be minimally beneficial. Entire sections will have to be replaced, preferably with heavier gage, in regions of the cracks. However, this does not remedy other susceptible areas since, by their nature, these types of cracks will appear sporadically and at random locations. This represents a particular hardship on a production facility since these cracks compromise vacuum level and productivity. Any further cracks should be logged with date and location. The trends may allow projection to estimate frequency and potential of future crack development.
There are no deficiencies in the overall support system of the vessels and piping. However, as a good practice measure, additional support in the area shown in Figure 6 was recommended.